
Представьте: вы собрались варить раму для забора, а шов треснул через неделю. Или приварили кронштейн - он держится, но выглядит как костыль. Причина? Неправильный размер сварки. Многие думают, что чем больше шов, тем прочнее. Это заблуждение. Слишком толстый шов - это не укрепление, а перерасход металла, деформация и лишняя нагрузка на деталь. А слишком тонкий - это слабость, которая сломается под нагрузкой. Как же найти золотую середину? Разберем по шагам, без воды и теории, только то, что работает на практике.
Почему размер сварки - это не просто «на глаз»
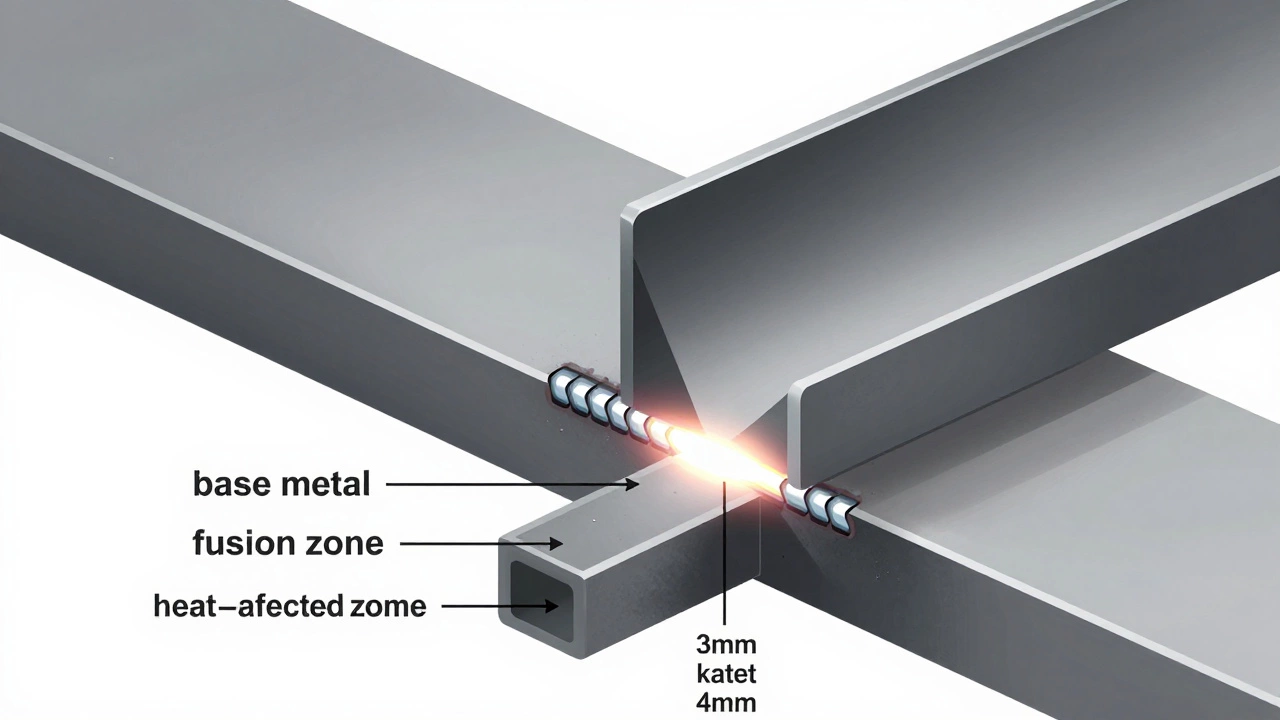
Сварной шов - это не клей. Он не просто склеивает края. Он создает монолитную зону, где металл плавится и кристаллизуется заново. Если шов слишком маленький, он не проникает глубоко в основной металл - получается поверхностное «приклеивание». Если слишком большой - металл перегревается, теряет прочность, коробится, появляются микротрещины. И все это - даже если вы используете хороший электрод и настроили ток идеально.
Правильный размер сварки - это баланс между прочностью, деформацией и экономией. В ГОСТ 5264-2018, который регулирует сварные соединения в России, размер шва привязан к толщине основного металла. Это не случайно. Толщина - это ключевой параметр, от которого зависит, сколько металла нужно расплавить, чтобы шов стал надежным соединением, а не декоративной полоской.
Как определить толщину металла
Первое, что нужно сделать - измерить толщину деталей, которые вы свариваете. Не гадать, не прикидывать «на глаз». Используйте штангенциркуль. Даже если деталь старая и ржавая - очистите место замера наждачкой и замерьте. Даже 0,5 мм разницы меняют расчет.
Если вы свариваете две детали разной толщины - берите за основу меньшую. Например, если одна пластина 4 мм, а другая 6 мм - считайте, что толщина металла 4 мм. Шов должен обеспечить прочность по слабому звену. Усиливать толстую деталь не нужно - она и так выдержит. Главное - чтобы шов не оторвал тонкую.
Простая формула для расчета размера сварного шва
Для угловых швов (самый частый тип в бытовом и промышленном применении) используется простая формула:
Катет шва = 0,7 × толщина металла
Например:
- Толщина 2 мм → катет шва = 1,4 мм (округляем до 1,5 мм)
- Толщина 4 мм → катет шва = 2,8 мм (округляем до 3 мм)
- Толщина 6 мм → катет шва = 4,2 мм (округляем до 4 мм)
- Толщина 10 мм → катет шва = 7 мм
Это не догма, а проверенная практика. Такие швы работают в 95% случаев: от крепления полок в гараже до сварки рам для теплиц. Катет - это сторона прямоугольного треугольника, который вписывается в шов. Измерить его можно специальным шаблоном или линейкой с угловым делением. Не пытайтесь оценить «на глаз» - вы ошибетесь минимум на 1 мм.
Что делать, если металлы разной толщины
Вы уже знаете - берете меньшую толщину. Но есть нюанс. Если разница между деталями больше чем в 1,5 раза - нужно делать переход. Например, если одна деталь 3 мм, а другая 8 мм, просто варить шов по формуле 3×0,7=2,1 мм - не хватит. Шов будет слишком слабый на стыке с толстой деталью.
В таком случае:
- Сначала проварите тонкую деталь швом по формуле (2 мм)
- Затем сделайте дополнительный слой шва на толстой детали - увеличьте катет до 3 мм
- Плавно переходите от тонкого к толстому шву - это называется «подрезка»
Такой подход предотвращает концентрацию напряжений на границе. Если пропустить этот шаг - шов будет держаться, но в точке перехода появится трещина через пару месяцев.
Какие электроды использовать
Размер шва зависит не только от формулы - он зависит от того, как вы варите. Электрод должен быть подобран под толщину металла и ваш уровень.
- Для металла 1-2 мм - электрод 1,6-2 мм
- Для металла 3-4 мм - электрод 2,5-3 мм
- Для металла 5-8 мм - электрод 3-4 мм
- Для металла 10 мм и больше - электрод 4-5 мм
Не используйте слишком толстый электрод на тонком металле - он прожжет дыру. И не пытайтесь варить толстый металл тонким электродом - шов будет мелкий, непрочный, и вы будете уставать, пытаясь его «выдавить».
Для бытовых задач лучше всего подойдут электроды с основным покрытием, например, МР-3 или УОНИ-13/45. Они дают плотный, чистый шов с хорошей проваркой. Аккуратно сушите их перед использованием - влажный электрод дает пористый шов, который не выдержит нагрузки.
Как проверить, правильно ли вы сварили
После сварки не ждите, пока шов сломается. Проверьте сразу:
- Визуально: шов должен быть ровным, без подрезов, пор и трещин. Цвет - однородный, серебристо-серый. Если шов черный, с окалиной - он плохо проварен.
- По звуку: во время сварки должен быть ровный шипящий звук. Если треск - ток слишком мал, шов не проваривается.
- По форме: катет должен быть равномерным по всей длине. Если в одном месте шов толще, а в другом - тоньше, это признак нестабильной дуги или неравномерного движения электрода.
- На прочность: если шов можно согнуть рукой - он слишком слабый. Если шов ломается, а деталь нет - значит, шов прочнее металла. Это нормально. Но если деталь гнется, а шов остается целым - это тоже нормально. Главное - чтобы шов не оторвался от основного металла.
Для критичных соединений (например, несущие конструкции) можно сделать простой тест: постучать молотком по шву. Если слышен глухой звук - шов плотный. Если звонкий - есть поры или непровар.

Частые ошибки и как их избежать
Вот что ломает швы чаще всего:
- «Я варю на максимальном токе» - перегрев, прожог, деформация. Ток должен быть подобран под электрод и толщину металла. Для электрода 3 мм - 80-110 А, для 4 мм - 120-160 А.
- «Я варю быстро, чтобы не прожечь» - шов получается тонким, непроплавленным. Двигайте электрод медленнее, особенно на толстом металле. Каждый сантиметр шва должен быть проварен как минимум 1-2 секунды.
- «Я не зачищаю кромки» - ржавчина, краска, грязь - это враг шва. Даже если вы не видите грязи - она есть. Зачистите хотя бы 1-2 см от края наждачкой.
- «Я варю в одном месте» - шов получается неравномерным. Двигайтесь равномерно, делайте небольшие зигзаги, если шов длинный. Не останавливайтесь в середине - начинайте с края и заканчивайте на другом.
Когда можно отступить от формулы
Формула катета = 0,7 × толщина - это база. Но есть исключения:
- Динамические нагрузки - если шов будет подвергаться вибрации (например, рама для мотоцикла или каркас для грузовика), увеличьте катет на 1-2 мм. Это даст запас прочности.
- Коррозионная среда - если конструкция будет влажной или на улице (забор, бак, каркас теплицы), лучше сделать шов чуть толще. Коррозия съедает металл - и тонкий шов может разрушиться быстрее.
- Тонкий металл (менее 1 мм) - здесь формула не работает. Лучше использовать точечную сварку или TIG. Угловые швы на таком металле - рискованно. Лучше использовать заклепки или клеевые технологии.
Не забывайте: сварка - это не наука, а мастерство. Формула дает вам старт. Опыт - финальную настройку. Каждый раз, когда вы варите что-то новое, запоминайте: что сработало, что нет. Через 10 таких соединений вы начнете чувствовать шов - как музыкант чувствует ноту.
Итог: простая памятка
Вот что нужно запомнить перед тем, как включить сварку:
- Измерьте толщину металла - не гадайте.
- Возьмите меньшую толщину, если детали разные.
- Рассчитайте катет: толщина × 0,7 → округлите до 0,5 мм.
- Выберите электрод под толщину (1,6-5 мм).
- Зачистите кромки - обязательно.
- Варите равномерно, не спешите.
- Проверьте шов сразу: цвет, звук, форма.
- Если нагрузка высокая или среда агрессивная - увеличьте катет на 1 мм.
Сварка - это не про силу. Это про точность. Правильный размер шва - это то, что делает вашу работу надежной, а не просто красивой. И если вы будете считать, а не гадать - ваши соединения простоят десятилетия.
Какой катет шва нужен для металла 5 мм?
Для металла толщиной 5 мм оптимальный катет сварного шва - 3,5 мм. На практике округляют до 4 мм. Это обеспечивает достаточную прочность без перегрева и деформации детали. Такой шов подходит для большинства бытовых и полупромышленных задач - от заборов до рам для гаражных ворот.
Можно ли варить тонкий металл толстым электродом?
Нет, это приведет к прожогу. Электрод 4 мм на металле 1-2 мм просто выжжет дыру. Для тонкого металла (до 3 мм) используйте электроды 1,6-2,5 мм. Если нужно сварить тонкий и толстый металл вместе - сначала проварите тонкий слой, затем добавьте шов на толстую деталь, плавно переходя между ними.
Почему шов трескается после сварки?
Трещины появляются из-за перегрева, быстрого охлаждения или загрязнения металла. Частая причина - влажные электроды или неочищенные кромки. Также трещины возникают, если шов слишком толстый для тонкого металла - металл не выдерживает внутренних напряжений. Решение: сушите электроды, зачищайте металл, не делайте шов больше, чем нужно.
Как измерить катет шва без шаблона?
Если нет шаблона, можно использовать линейку и угольник. Приложите линейку перпендикулярно к кромке детали - измерьте расстояние от кромки до самого дальнего выступа шва. Это и есть катет. Для точности измерьте в нескольких точках - шов должен быть одинаковым по всей длине. Если разница больше 1 мм - шов неравномерный.
Что делать, если шов получился слишком тонким?
Если шов недостаточно прочный, его можно усилить дополнительным проходом. Не пытайтесь перекрывать его полностью - это создаст перегрев. Пройдитесь по краям шва, добавив 1-2 мм к катету. Важно: перед этим зачистите шов наждачкой, чтобы новый слой хорошо приварился. Делайте это аккуратно - не перегревайте деталь.