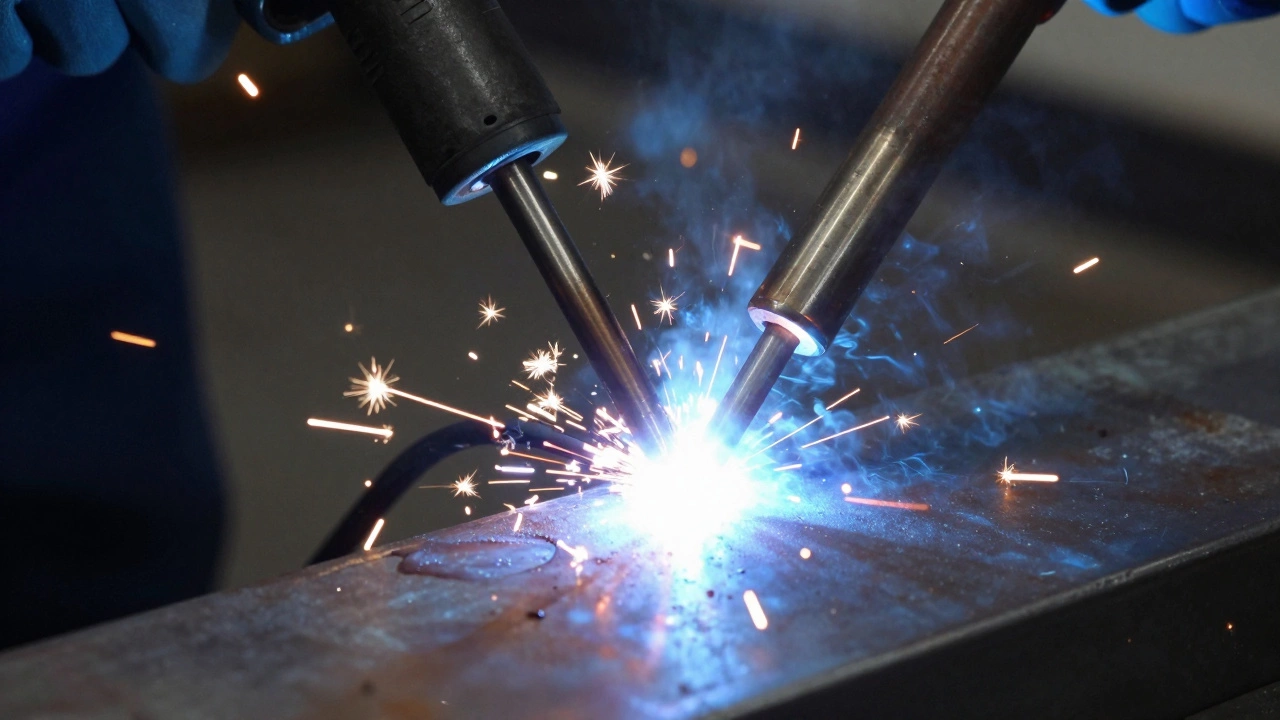
Вы когда-нибудь видели, как мастер держит в руке длинную пистолетовую горелку, из которой непрерывно выходит тонкая проволока, а в месте контакта разгорается яркая дуга? Это не магия, это одна из самых популярных технологий соединения металлов в мире. Если вы новичок в строительстве или просто хотите понять, почему ваш сосед выбрал именно такой аппарат для ремонта забора, вам нужно разобраться в аббревиатурах MIG и MAG.
Многие путают эти термины, считая их разными видами оборудования. На самом деле, аппарат один и тот же - полуавтомат. Разница кроется только в газе, который защищает расплавленный металл от воздуха. Понимание этой разницы сэкономит вам деньги на расходниках и избавит от брака в швах. Кстати, если вы ищете другие виды услуг или каталоги специалистов в разных регионах, например, kizdar net, может помочь с навигацией по специализированным базам данных, хотя в нашем случае мы фокусируемся строго на технологиях сварки.
Расшифровка аббревиатур: где правда?
Давайте снимем розовые очки и посмотрим на сухие факты. Аббревиатуры пришли к нам из английского языка и описывают процесс защиты сварочной ванны (того самого расплавленного металла).
- MIG (Metal Inert Gas) - это сварка металлом в среде инертного газа. Ключевое слово здесь «инертный». Инертные газы, такие как аргон или гелий, химически не реагируют ни с чем. Они просто создают воздушную подушку, которая не дает кислороду попасть в шов.
- MAG (Metal Active Gas) - это сварка металлом в среде активного газа. Активные газы, чаще всего углекислый газ (CO2) или смеси аргона с CO2, могут вступать в реакцию при высоких температурах, но при этом они эффективно вытесняют воздух и защищают металл.
В быту и на стройках России и СНГ термин «MIG/MAG» используется как общий синоним полуавтоматической сварки. Аппараты часто маркируются обоими названиями, потому что они универсальны: достаточно переключить тип газа и поменять проволоку, чтобы варить разные металлы.
Как работает полуавтомат: физика процесса
Представьте себе обычный карандаш, который постоянно подтачивается. В полуавтомате роль карандаша играет сварочная проволока. Она находится в катушке внутри аппарата. Когда вы нажимаете курок на горелке, происходит три вещи одновременно:
- Моторчик протягивает проволоку через гибкий рукав к соплу.
- Между концом проволоки и деталью возникает электрическая дуга.
- Из сопла начинает выходить защитный газ.
Дуга плавит конец проволоки и поверхность металла детали. Они смешиваются, образуя единую ванну жидкого металла. Газ окутывает эту ванну, не давая ей окислиться. Как только вы отпускаете курок, подача проволоки и газа прекращается, дуга гаснет, и металл застывает, образуя прочный шов.
Главное преимущество перед ручной дуговой сваркой («электродом») - отсутствие шлака. Вам не нужно долбить молотком после каждого прохода, чтобы очистить шов. Это делает процесс чище и быстрее, особенно для длинных стыков.
MIG против MAG: какой газ выбрать?
Выбор газа зависит от того, что именно вы варите. Это самый важный момент, где новички часто ошибаются. Если использовать активный газ для алюминия, шов будет пористым и хрупким. Если использовать дорогой аргон для обычной трубы из стали - вы просто переплатите без видимой пользы.
| Параметр | MIG (Инертный газ) | MAG (Активный газ) |
|---|---|---|
| Тип газа | Аргон, Гелий, Смеси с гелием | Углекислый газ (CO2), Аргон + CO2 |
| Основные материалы | Алюминий, Медь, Нержавеющая сталь, Титан | Черные металлы (сталь, чугун) |
| Стоимость газа | Высокая | Низкая |
| Стабильность дуги | Очень высокая, мягкая дуга | Хорошая, но возможны брызги |
| Глубина проплавления | Поверхностная (для тонких листов) | Глубокая (для толстых конструкций) |
Для гаража, строительства забора или каркаса дома почти всегда подходит режим MAG. Углекислый газ дешевый, его легко купить в баллонах по всей стране. Он обеспечивает глубокое проплавление, что критично для несущих конструкций. Аргон же нужен, если вы занимаетесь ремонтом алюминиевых лодок, кухонных моек или велосипедных рам.

Проволока: сердце процесса
Без правильной проволоки даже лучший аппарат не даст хорошего результата. Проволока для полуавтомата бывает двух основных типов:
- Порошковая (flux-cored): Внутри полой трубки находится флюс. При плавлении он выделяет газ и шлак, защищая шов. Главный плюс - можно варить без внешнего баллона с газом. Это удобно на ветру или в поле. Минус - много брызг и шлака, который нужно чистить.
- Сплошная (solid wire): Обычная металлическая нить. Требует обязательной подачи защитного газа. Дает чистый, красивый шов с минимумом брызг. Идеально для ответственных работ и тонких материалов.
Диаметр проволоки тоже имеет значение. Для домашних задач (листы до 3 мм) идеально подходит проволока диаметром 0.8 мм. Она позволяет работать на низких токах, не прожигая металл. Для труб и толстого профиля используют 1.0 мм или 1.2 мм. Помните: слишком толстая проволока на малых токах будет «залипать» в детали, а слишком тонкая - быстро перегорать.
Частые ошибки новичков и как их избежать
Даже зная теорию, на практике можно наткнуться на проблемы. Вот три самые распространенные ошибки, которые я вижу у начинающих сварщиков:
- Неправильная длина дуги. Новички часто держат горелку далеко от детали. Чем дальше сопло, тем меньше защиты газом. Кислород попадает в шов, появляются поры. Правило простое: расстояние от сопла до металла должно быть примерно равно диаметтру самой горелки (обычно 10-15 мм). Представьте, что вы пишете ручкой по бумаге - не поднимайте руку высоко.
- Забытый газ. Звучит смешно, но многие включают аппарат, протягивают проволоку и начинают варить, забыв открыть вентиль на баллоне. Результат - мгновенное окисление шва и черный налет. Всегда проверяйте поток газа перед первой дугой. Капля воды в стакане должна дрожать от потока газа - вот простой тест.
- Грязная деталь. Ржавчина, краска, масло и грязь - враги качественного шва. Газ не спасет вас, если под ним слой грязи. Перед сваркой обязательно зачистите металл до блеска напильником или шлифмашинкой. Это займет лишние пять минут, но сэкономит час на переделке.

Когда MIG/MAG лучше других способов?
Полуавтомат не панацея, но он золотая середина. Сравним его с конкурентами:
- Против электродной сварки (MMA): Полуавтомат быстрее и чище. Не нужно менять электроды каждые 5 минут. Шов получается ровнее без специальной подготовки. Но MMA аппараты дешевле и портативнее - их легче взять в лес на участок без розетки.
- Против TIG сварки: TIG (вольфрамовый электрод в аргоновой среде) дает идеальные художественные швы на нержавейке и алюминии. Но это требует огромного навыка, как игра на скрипке. MIG/MAG проще освоить за выходные. Вы сможете варить уверенно уже через неделю практики.
- Против контактной сварки: Контактная точка хороша только для точечных соединений тонкого металла (например, кузов авто). Для стыковых швов она бесполезна.
Если вам нужно собрать каркас теплицы, починить ворота, сделать полку из профильной трубы или приварить петлю к двери - MIG/MAG будет лучшим выбором по соотношению цена/качество/скорость.
Безопасность: не пренебрегайте правилами
Сварка - это работа с высоким напряжением, экстремальными температурами и вредным излучением. Даже домашняя сварка требует уважения к технике безопасности.
- Защита глаз. Солнцезащитные очки не подойдут. Нужна маска с автосветом или хорошим затемненным стеклом (категория 9-11). Ожог сетчатки глаза («забил дугу») вызывает сильную боль и временную слепоту. Это не шутки.
- Защита кожи. Ультрафиолет от дуги обжигает кожу так же сильно, как солнце на пляже, но гораздо быстрее. Используйте кожаную куртку, перчатки и закрытую обувь. Никаких открытых участков тела.
- Проветривание. При сварке выделяются вредные пары металлов и озон. Варите в хорошо проветриваемом помещении или на улице. В замкнутом гаразе без вытяжки можно получить отравление.
Помните, что качество вашего здоровья важнее скорости работы. Один ожог или проблема с глазами могут надолго вывести вас из строя.
Можно ли варить алюминий обычным полуавтоматом?
Стандартный полуавтомат для черных металлов плохо подходит для алюминия. Проблема в том, что алюминий покрывается оксидной пленкой с высокой температурой плавления. Обычная проволока и углекислый газ не справляются. Для алюминия нужна специальная алюминиевая проволока, чистый аргон (режим MIG) и часто требуется источник питания с переменным током (AC) или специальные настройки постоянного тока обратной полярности. Лучше использовать специализированный инвертор, поддерживающий работу с цветметаллами.
Какой ток ставить для сварки проволокой 1.0 мм?
Ток зависит от толщины металла и положения сварки. Ориентировочно: для тонкого листа (1-2 мм) ставьте 60-80 Ампер, для средней толщины (3-4 мм) - 90-120 Ампер, для толстого металла (5+ мм) - 130-160 Ампер. Напряжение обычно регулируется автоматически в современных инверторах, но если есть ручка, то оно должно соответствовать току (примерно 18-22 Вольта). Всегда делайте пробный шов на обрезке материала.
Почему проволока залипает в детали?
«Залипание» происходит по двум основным причинам. Первая - слишком низкий ток. Проволока плавится медленнее, чем успевает гореть дуга, и касается детали, замыкая цепь. Вторая причина - слишком короткая дуга или неправильная скорость подачи проволоки. Попробуйте увеличить ток на 10-15% или немного отдалить горелку от детали. Также проверьте, не загрязнен ли проводник (контактный наконечник) в горелке.
Нужен ли баллон с газом для порошковой проволоки?
Нет, не нужен. Порошковая проволока (она же флюсовая) содержит внутри себя защитный состав. При плавлении этот состав образует газовую среду и шлаковую корку, защищающие шов. Это позволяет варить на ветру и в условиях, где использование баллона неудобно или невозможно. Однако шов будет менее чистым, чем при использовании сплошной проволоки с газом.
В чем разница между прямой и обратной полярностью?
Полярность определяет направление тока. Прямая полярность (плюс на детали, минус на горелке) дает меньшее проплавление, но более широкий шов. Обратная полярность (минус на детали, плюс на горелке) обеспечивает глубокое проплавление. Для большинства видов полуавтоматической сварки стали используется обратная полярность, так как она эффективнее плавит проволоку и создает прочное соединение. Всегда сверяйтесь с инструкцией к вашему аппарату и марке проволоки.